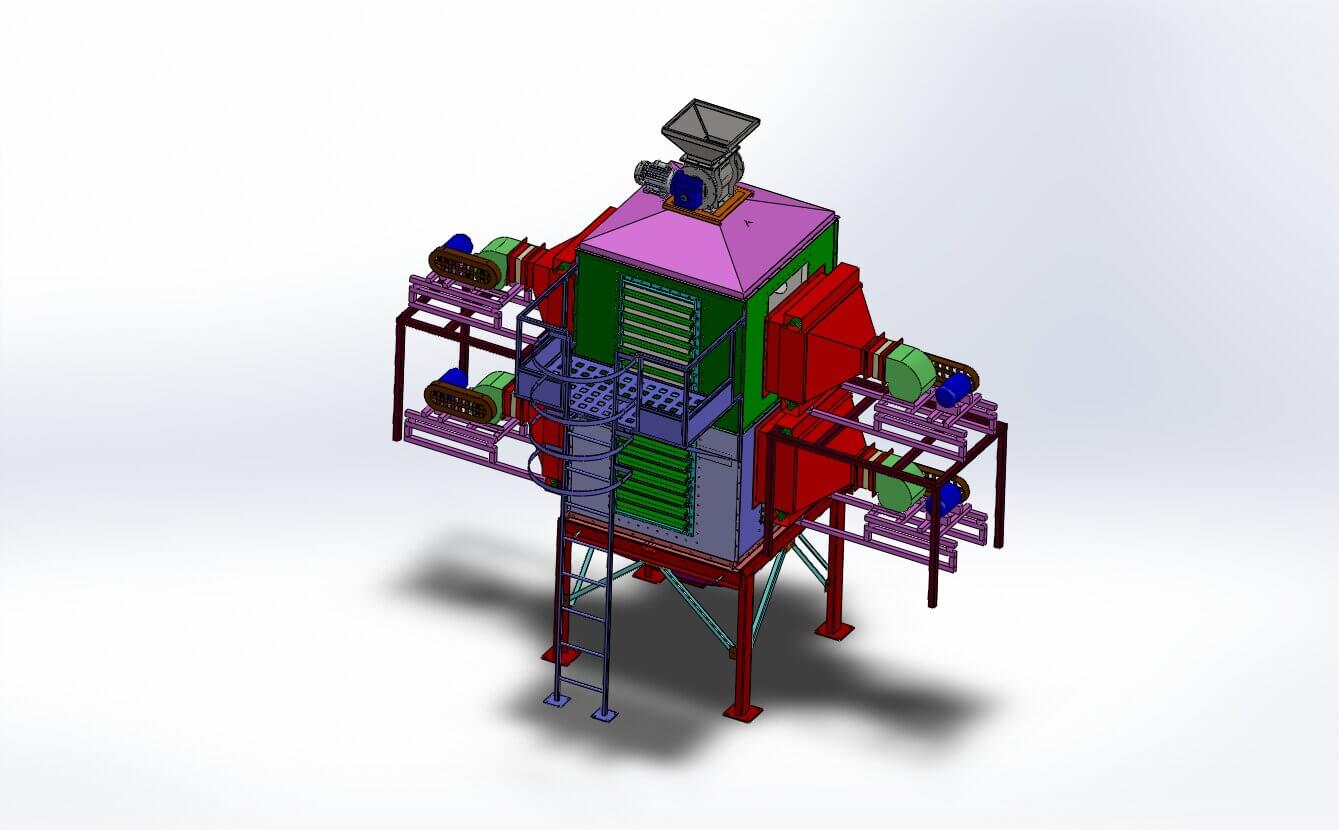
Counterflow Dryer
for Extruded Feed
The drying solution for fish feed and pet food. The counterflow principle achieves ±0.5% drying accuracy and reduces specific heat consumption to just 2,500 kJ/kg of evaporated water.
8%
Outlet moisture
±0,5%
Drying Accuracy
1–12 t/h
Capacity
400–600 kW
Thermal power